
Автоклавный газобетон
Чем отличается автоклавный газобетон от неавтоклавного
Изначально технология создания газобетона предусматривала его производство только на технологичном производстве. Но со временем спрос на этот материал так возрос, что газобетон автоклавный стал использоваться в равной мере с подобным видом ячеистого материала, произведенного без дополнительной тепловлажностной обработки. И если нырнуть в пучину огромного выбора газобетона неподготовленному новичку, то он может запросто потонуть в потоке предоставляемой информации о нем. Так чем отличается автоклавный газобетон от неавтоклавного и какой лучше всего приобрести? На эти злободневные вопросы найдете ответы в нашей публикации.
Технология производства газобетона
Прежде чем говорить о существенных различиях в свойствах и качестве автоклавного газобетона и блоков естественной выдержки рассмотрим их компонентный состав, который абсолютно идентичен:
- бездобавочный портландцемент марок М300, М400, иногда используют М500;
- чистый песок мелких фракций – от 2,0 до 2,5 мм.
- вода средней жесткости без химических примесей;
- газообразователь — пудра или паста алюминиевая;
- вещество запускающее химические реакции вспучивания – известь, вид, состояние и дисперсность которой зависит от способа производства;
- модификаторы, улучшающие качество конечного продукта – добавляются по желанию и не являются обязательными составляющими.
Еще одно сходство, объединяющее автоклавный и неавтоклавный газобетон – принцип производства раствора.
На первом этапе в соответствии с технологией готовится обычный цементно-песчаный раствор необходимой консистенции. Полученную смесь распределяют по опалубкам. После чего в нее вводится алюминиевый порошок и известь. Именно реакция этих компонентов обеспечивает образования газа, раствор вспучивается, образуя поры.

Дальше технологии расходятся на этапе выдержки и обработки газобетона. При естественном твердении готовый раствор заливается в опалубку, формирующую блоки нужного размера. После набора прочности изделия распалубливают и отправляют на склад готовой продукции.
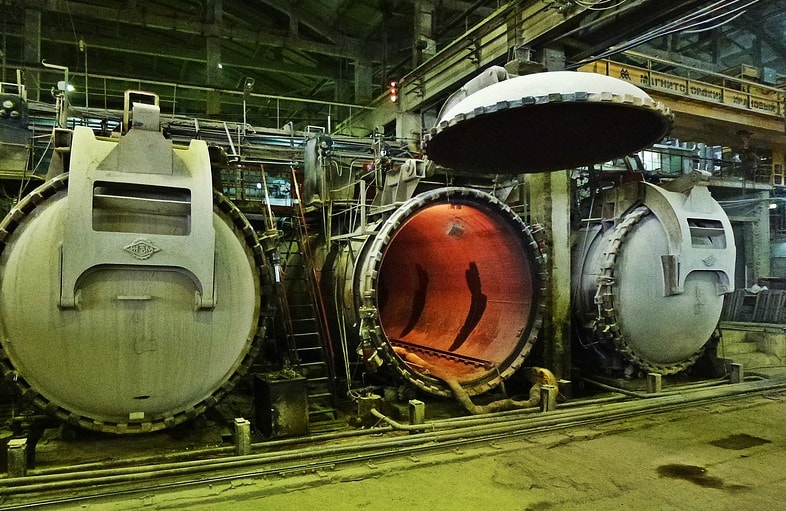
При использовании автоклава для газобетона, этот этап происходит немного сложнее. А именно, смесь заливают в монолитную опалубку. После ее вспучивания и набора минимальной прочности газобетонную глыбу разрезают на изделия необходимых размеров и отправляют их для дополнительного обжига в автоклав, где поддерживается температура в пределах 200 0 С и давление в 10 Бар. Такие условия по максимуму активируют процессы гидратации цемента и позволяют удалить из бетона лишнюю влагу.

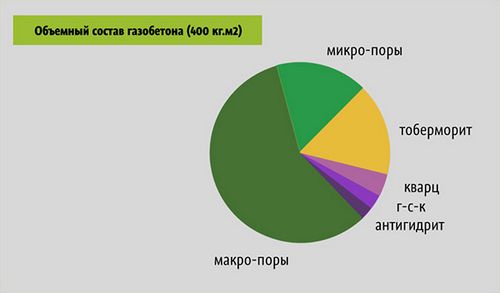
В итоге получается, что изделия естественной сушки – это всего лишь затвердевшая вспученная цементно-песчаная смесь, когда автоклавные газоблоки в процессе обжига образуют новый синтетический компонент – тоберморит, качественно улучшающий характеристики конечного продукта.
Свойства неавтоклавного и автоклавного газобетона
Полученные блоки, изготовленные по двум разным технологиям настолько разные как по виду, так и по своим характеристикам, что даже неопытный обыватель сможет различить их между собой.
Внешние показатели
Первое с чем сталкивается покупатель при выборе, так это с внешним видом материалов. Казалось бы, какая разница как выглядят стеновые блоки, которые впоследствии все равно нужно штукатурить. Однако внешний вид – наиболее точная визуальная характеристика, которая поможет отсеять некачественные изделия.
Геометрические размеры
Если сравнивать газоблоки по критерию геометрии, то изделия автоклавного твердения отличаются большей точностью. Это отчасти заслуга автоклавирования и, конечно же, резанной технологии. Даже ГОСТы регламентируют отклонения линейных размеров от номинальных по-разному, в зависимости от применяемого способа производства.
| Допустимые отклонения по параметрам | Автоклавный газобетон | Неавтоклавный газобетон |
|---|---|---|
| Длина, мм/м | 3 | 5 |
| Ширина, мм/м | 2 | 4 |
| Высота, мм/м | 1 | 2 |
Эти данные только подчеркивают тот факт, что автоклавный газобетон отличается точной геометрией готовых изделий, которая предотвращает:
- промерзание стен за счет утолщения кладочного шва, которым компенсируются недостатки в форме блоков;
- перерасход кладочного клея, ведущий к увеличению затрат на него.
При покупке блоков обращайте внимание на их цвет. Конечно, он будет серым в случае изделий естественного твердения и практически белый у автоклавного газобетона. Различие в оттенках блоков и неоднородности цвета говорит об изменениях в производственном процессе, которые зачастую приводят к снижению эксплуатационных характеристик.

Автоматизированное оборудование для производства автоклавного газобетона сводит любые ошибки к нулю, что изначально считается гарантом качества и долговечности. К тому же такие масштабные цеха дополнены собственной строительной лабораторией, своевременное проведение испытаний в которой вычленяют несоответствия в технологии или рецептуре.
Физико-механические свойства
Газобетонные блоки отличаются не только по внешним показателям и цвету, но и по физико-механическим свойствам.
Газобетон представлен богатой номенклатурой марок по прочности – от В1 до В7,5. Их широко применяют не только в качестве создания несущих конструкций, но и для утепления стен. Если сравнивать газобетоны, произведенные по различным технологиям, то автоклавные отличаются большей прочностью при одинаковой плотности с неавтоклавными.
Например, блоки плотностью D600 должны иметь класс по прочности В3,5. Если для автоклавных изделий показатель соблюдается, то с естественно выдержанными изделиями класс прочности едва ли дотягивает до половины нормы. Еще хуже дела обстоят с прочностными показателями у газобетона, произведённого своими руками. Если хотите лично убедиться в этом, купите по блоку и протестируйте в независимой строительной лаборатории. Результаты будут на лицо.
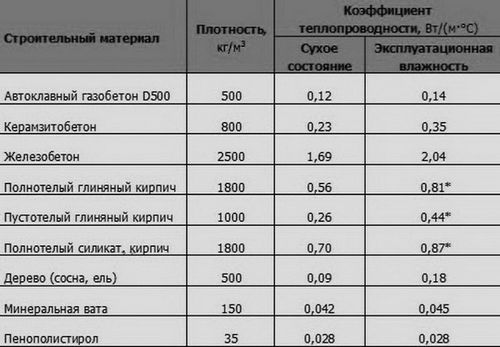
Теплопроводность
Теплопроводность газобетона напрямую зависит от показателей плотности этого материала. Чем ниже марка по плотности блока, тем качественнее его теплоемкостные качества. Разумнее приобрести изделия меньшей плотности, но с более высокими прочностными характеристиками, уменьшая этим показатель теплопроводности стен.
Слабейшая сторона любого ячеистого бетона – это его усадка после возведения стен. При применении неверной строительной методики могут появиться трещины, и произойдет отслоение штукатурного слоя. Процессы усадки газобетона естественной выдержки могут длиться до нескольких лет, когда автоклавированные блоки практически лишены такого недостатка, так как при тепловлажностной обработке они уже достигли марочной прочности и полного высыхания.

К тому же, выдержанные газобетонные блоки в естественных условиях далеки от идеальных показателей, что негативно проявляется в виде усадки. Это не только ведет к нарушению линейных размеров, но и к разрушению структуры.
Подводя итоги, можно с легкостью сделать вывод, что блоки из газобетона автоклавного твердения обладают неоспоримыми преимуществами над изделиями естественной выдержки. Но в любом случае при покупке такого стенового материала всегда спрашивайте документы, удостоверяющие его качество.
Что такое автоклавный газобетон?

Автоклавный газобетон – искусственный материал, хорошо зарекомендовавший себя в сфере строительства зданий промышленного и жилого назначения. Он является разновидностью ячеистого бетона. Поскольку материал становится все более популярным при возведении частных строений, следует знать, каковы его характеристики, что такое автоклавирование, отличия автоклавного бетона от неавтоклавного, их плюсы и минусы.
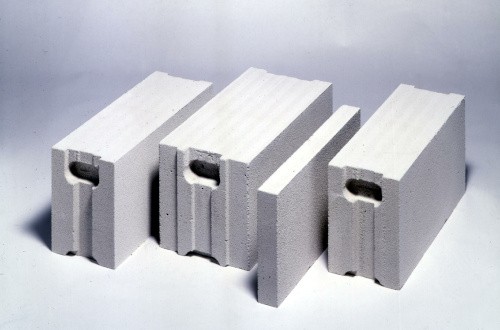
 Рисунок 1. Автоклавный газобетон
Рисунок 1. Автоклавный газобетон
Что такое автоклавирование и для чего оно нужно
Автоклавирование обеспечивает ускоренное твердение бетона. Отличие стройматериала от аналогов – более высокая прочность.
Автоклавная обработка представляет собой процесс пропаривания в условиях высокой температуры окружающей среды и высокого давления. Он протекает в специальных металлических капсулах. Когда готовые блоки загружают в автоклав, давление составляет 0,8-1,3 Мпа, а температура поднимается до 175 0 –191 0 С. До полного твердения проходит приблизительно 12 часов.
Автоклавный газобетон подвергается изменениям на молекулярном уровне. В результате обработки происходит образование нового минерала тоберморита. Он имеет уникальные свойства. Главная особенность, чем отличается автоклавный бетон от неавтоклавного, заключается в том, что первый является искусственно получаемым камнем, а второй – застывшим песчано-цементным раствором.
Газобетонные блоки автоклавного твердения имеют особые характеристики: состав, эксплуатационные особенности, физико-технические параметры. По большинству показателей автоклавный и неавтоклавный бетон различны.
Особенности кладки автоклавного газобетона
При возведении построек из материала, произведенного при помощи автоклава для газобетона, необходимо знать несколько общих правил кладки и иметь представление об особенностях работы с газобетонными блоками:
- Для начала кадки всегда выбирают наиболее выступающий угол. Это будет место с минимальной толщиной слоя.
- Укладка первого ряда производится с помощью цементно-песчаного раствора.
- Затем газобетонные блоки распределяют по остальным углам. При выполнении кладки они выступают в качестве ориентиров. Между ними протягивают шнур.
- В тех случаях, когда длина стены превышает 10 метров, между угловыми блоками-ориентирами устанавливают несколько дополнительных.
- Начальный ряд выкладывают полностью. Если во время работы возникают зазоры, блоки с помощью электропилы или ножовки срезают до необходимых размеров.
- После непродолжительного перерыва (2-3 часа) первый ряд его армируют.
- При кладке остальных рядов используется в основном клей. Его наносят мастерком и выравнивают гребенкой. Швы смещают на 20%.
- Поскольку клей быстро схватывается, выравнивать газобетонные блоки рекомендуется как можно быстрее. Корректировать недочеты практически невозможно.
Плюсы и минусы материалов
Блоки автоклавного твердения в сравнении с неавтоклавным бетоном имеют ряд преимуществ:
- Прочность. На стенах, выложенных из автоклавного газобетона, допускается крепить полки, шкафы, а также предметы, которые имеют большую массу. Например, кондиционеры. Ячеистый бетон, не прошедший обработку в автоклаве, не выдерживает подобных нагрузок.
- Высокое качество. Поскольку производить автоклавный газобетон можно только в промышленных условиях, по уровню качества он выгодно отличается от неавтоклавных аналогов, которые зачастую производятся кустарными способами.
- Меньшая усадка при эксплуатации. Величина усадки напрямую зависит от прочности стройматериала. Средний показатель у автоклавного газобетона равен 0,5 мм/м, у неавтоклавного – до 3 мм/м.
Плюсы и минусы газобетона автоклавного твердения представлены в таблице:
| Достоинства | Недостатки |
| Прочность. | Поглощение влаги, которая в условиях низких температур разрушает структуру газобетона автоклавного твердения. |
| Экологичность, безопасность для окружающей среды. | Проблемы с фиксацией крепежа, необходимость в использовании специализированных изделий для газобетона. |
| Огнеупорность. | Хрупкость, которая нередко выявляется уже на этапе транспортировки. |
| Простота резки и шлифовки. | |
| Паропроницаемость, обеспечивающая комфортный микроклимат. | |
| Теплопроводность, которая обеспечивает сохранение тепа в зданиях. | |
| Морозостойкость, позволяющая выдерживать до 150 циклов заморозки и оттаивания. | |
| Устойчивость к плесени и гнили. |
Обзор основных качеств материала
Принимая во внимание достоинства и недостатки газобетонных блоков автоклавного твердения, можно выделить основные свойства:
- Прочность. Автоклавный газобетон имеет следующие характеристики: плотность до 800 кг/м 3 , класс прочности на сжатие В2,5-В3,5.
- Стабильность качества, которое регулируется ГОСТом, принятом в 2007 году. Изделия, произведенные на промышленных предприятиях, сопровождаются сертификатами качества.
- Однородность материала. Его отличие состоит в том, что в ходе производства процессы газообразование и отвердения происходят одновременно во всем объеме сырья. Готовые газобетонные блоки имеют поры одинаковых размеров, в них нет воздушных мешков.
- Экологичность, воздухопроницаемость. В строениях, выполненных из газобетонных блоков автоклавного твердения, поддерживается микроклимат, похожий на климат деревянного сруба. При производстве применяется минеральное сырье, устойчивое к плесени, грибку, гниению.
- Усадка. Газобетонные блоки не подвергаются усадочным деформациям, так как в процессе производства и обработки в автоклаве набирают достаточную прочность.
- Точность геометрических размеров. Этот показатель определяется ГОСТом. Отклонения не должны превышать 2 мм по ширине, 3 мм по длине и 1 мм по толщине. При производстве газобетонных стройматериалов прибегают к резке больших массивов. Это позволяет выдерживать необходимые размеры блоков с высокой точностью, что в конечном итоге улучшает качество кладки.
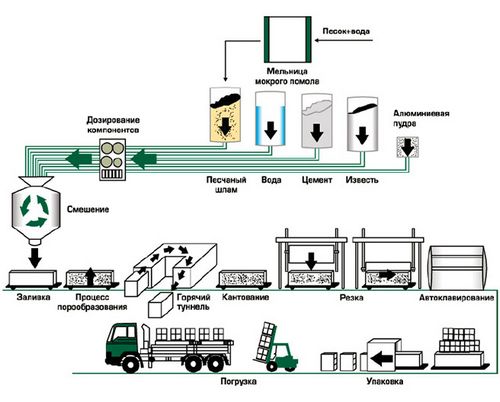
Технология производства газобетона
Технологический процесс включает следующие этапы:
- Соединение воды и песка с измельчением частиц.
- Введение извести, цемента и поваренной соли. Смешивание сырья.
- Заливка полученного раствора в опалубку.
- Водородная реакция с выделением газа, который создает пористую структуру.
- Отвердение массы в течение 2-3 часов.
- Резка на блоки при помощи промышленных струн.
- Автоклавирование газобетона.
Области применения
Сфера применения газобетона автоклавного твердения не ограничивается сооружением производственных построек. Материал используется для возведения жилых зданий.
Блоки подходят для кладки однослойных или двухслойных наружных стен. Из них изготавливают перегородки противопожарных помещений.
Другие сферы использования:
- сооружение плит перекрытий в зданиях;
- производство стеновых панелей для производственных и жилых строений.
Спрос на автоклавный газобетон настолько высок, что производители этого материала объединились в национальную ассоциацию, которая призвана обсуждать перспективы развития отрасли и разрабатывать новые требования к качеству и инновационные подходы к организации производства.
Сравнение газобетона автоклавного и неавтоклавного, отличия и характеристики
 Газобетон бывает автоклавным и неавтоклавным, и многие строители задаются вопросом – в чем различия между ними.
Газобетон бывает автоклавным и неавтоклавным, и многие строители задаются вопросом – в чем различия между ними.
Давайте вместе в этом разберемся, но забегая наперед скажем, что автоклавный газобетон является намного более качественным материалом, и далее мы расскажем почему.
Что такое автоклавная обработка газобетона?
Автоклавная обработка – этап обработки газобетона высокой температурой (190°С) под большим давлением в течении 12 часов. Автоклавами называются металлические емкости, в которые помещаются разрезанные газоблоки.
Обработка автоклавом делается для следующих целей:
- ускорение твердения газобетона;
- повышение прочности;
- уменьшение усадки;
- улучшение однородности структуры;
- улучшение геометрии блоков.
Также автоклав меняет структуру газобетона на молекулярном уровне, образуя новый материал – тоберморит. Этот синтезированный камень обладает свойствами, которые невозможно получить в обычных условиях при стандартном давлении и температуре.
Повторимся, что неавтоклавный газобетон твердеет в естественных условиях, и для его производства дорогое и современное оборудование не требуется. Другими словами, многие производители штампуют газоблоки у себя в гаражах, что не внушает особого доверия.


А теперь более подробно разберемся в различиях газобетонов, и начнем мы с прочности.
Сравнение автоклавного и неавтоклавного газобетонов
Важно отметить, что в видеоролике тестируется неавтоклавный газобетон, в который было добавлено фиброволокно, оно существенно увеличивает прочность блоков. Но отметим, что в реальности, фибру в производстве неавтоклавного газобетона применяют далеко не все, так как она достаточно дорогая.
Газобетон без автоклава менее прочен, особенно когда он свежий. Ведь ему, как и обычному бетону, нужно еще время чтобы набрать прочность, а у автоклавного твердение ускорилось в сотни раз благодаря высокотемпературной обработке паром. Но даже при полном затвердении обеих материалов, прочность автоклавного выше на половину и более.


К примеру, автоклавные марки газобетона D500 и D600 обладают классом прочности B2.5 – B3.5, в то время как неавтоклавный аналог той же марки набирает в лучшем случае класс B2.
Большая усадка блоков может создать множественные трещины в кладке, более того, трещины могут появляться в течении года и более. Чтобы свести такие процессы к минимуму, усадка блоков должна быть минимальной.

Усадка неавтоклавного газобетона составляет от 3 до 5 мм на метр, автоклавного – в десять раз меньше. То есть автоклавный газобетон практически не дает усадочных трещин, при правильной кладке.
Геометрия блоков
Геометрия блоков также очень важна, и чем блоки ровнее между собой, тем лучше. Ведь если блоки отличаются между собой на 5 мм, то разницу в уровне необходимо выравнивать клеем, а это мостики холода, которые сильно ухудшают теплоизоляционные характеристики кладки.

Более того, толстые швы дают большую усадку, которая опять же может стать причиной трещин. Опытные строители скажу, что разность в уровнях можно выровнять тёркой по газобетону, но представьте себе, сколько времени на это уйдёт.
А теперь подумаем, где геометрия блоков будет лучше, на высокотехнологичном заводском оборудовании с автоклавами, или в гаражных условиях? Ответ очевиден!
Большинство строителей считает, что самые лучшие и самые ровные блоки получаются у компании AEROC. Средняя цена за куб их газобетона составляет 4000р.
Однородность структуры
Под однородностью понимается количество пустот (пузырей), которые определенным образом распределены в газобетоне, и чем они равномерней, тем лучше. Технология автоклавного газобетона гарантирует идеальное распределение пустот, за счет того, что пузыри образовываются и сразу же твердеют, а отдельные блоки получают после разрезания одного большого блока.

Неавтоклавный газобетон делается совсем иначе. В бетонную смесь добавляют пену и газообразователи. В результате пузыри могут подняться ближе к поверхности, а более тяжелые элементы упадут вниз. В итоге, распределение пузырей будет неравномерным.
Теперь давайте подумаем, чем это грозит. Во-первых, там, где меньше пузырей – меньше прочности, а там, где пузырей мало – мостик холода, через который будет быстрее уходить тепло. То есть, показатели прочности и теплопроводности неавтоклавного газобетона очень нестабильны.
Теплопроводность
Плавно переходя от темы равномерности структуры к теплопроводности скажем, что неравномерная структура пузырей ухудшает усредненную теплопроводность блока, и естественно, что в автоклавном газобетоне равномерность пузырей лучше и следовательно, теплоизоляция тоже лучше.
Автоклавный и неавтоклавный газобетоны сильно отличаются между собой по ряду параметров, и можно с уверенностью сказать, что автоклавный материал превосходит своего собрата по всем показателям, кроме одного – цены. Да, неавтоклавные газоблоки дешевле, но, если посчитать, сколько проблем возникает при его кладке, сколько дополнительных материалов, работ и времени придется проделать, то советуем вам хорошенько подумать, делая свой выбор.
Лучше один раз построить дом грамотно, из качественного материала, и быть уверенным, что он без проблем простоит долгие годы.
ПОХОЖИЕ СТАТЬИ:

Изготовление армопояса для газобетона

Чем отличается газобетон от пенобетона

Сравнение кирпича и газобетона

Гидроизоляция фундамента под газоблоки

Какой марки выбрать газобетон?

Какие инструменты нужны для работы с газобетоном?

Разновидности крепежей для газобетона

Сколько стоит построить газобетонный дом?

Выбираем и сравниваем клей для кладки блоков
Газобетон автоклавный: преимущества материала и где применяется
Видов автоклавного газобетона довольного много, перед тем как выбрать материал для строительства необходимо изучить его свойства и характеристику.
Легкий, сборный пенобетон был изобретен еще в 1920-х годах. Постоянно развиваясь, производство АГБ сейчас предлагает очень удобный современный строительный материал.
Что это такое
Газобетон автоклавный — это строительный материал на основе бетона. Он легко и быстро кладется, потому что его можно резать обычными электроинструментами из углеродистой стали сразу по месту работ.
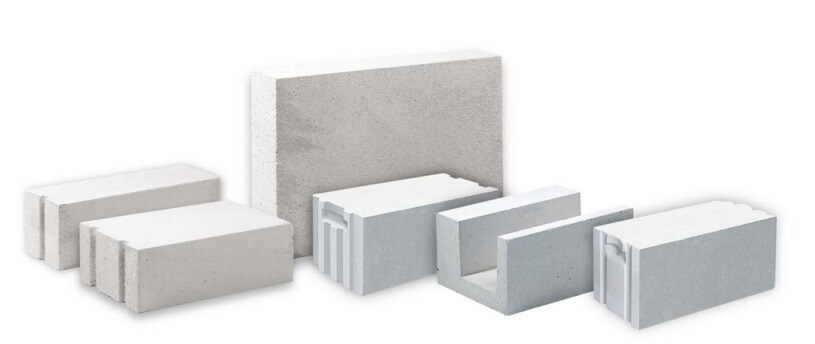
Он выпускается в виде панелей, блоков или облицовочного материала.
Изготавливают его на заводах в Европе, Америке, России и Китае.
С АГБ строительство частных домов и высоток становится экономичнее и быстрее.
Виды и сфера применения
 Газобетон автоклавный обладает положительными качествами: экологичность, теплоизоляция и легкость. Благодаря этим свойствам материал применяется в частном строительстве и при сооружение общественных зданий: школ, больниц, госучреждений.
Газобетон автоклавный обладает положительными качествами: экологичность, теплоизоляция и легкость. Благодаря этим свойствам материал применяется в частном строительстве и при сооружение общественных зданий: школ, больниц, госучреждений.
Блоки меньших размеров используются при строительстве дач, загородных домов, гаражей и технических построек.
Благодаря малому весу выпускаются блоки следующих размеров (длина, ширина и высота в мм):
- 625 / 200 / 100;
- 625 / 250 / 400;
- другие размеры плит.
Блоки крупные применяются при возведении многоэтажных домов, для стен внутри помещений или ремонта старинных зданий.
Различают 3 категории АГБ по свойствам:
- Теплоизоляционный газобетон. Плотность до 400 кг/м 2 . Теплоизоляционный материал, который применяют в районах с холодными климатическими условиями.
- Конструкционный газобетон. Плотность 700 кг/м 2 . Применяется для несущих конструкций зданий до 3 этажей.
- Конструкционно-теплоизоляционный газобетон. Плотность 500 кг/м 2 . Универсальные качества теплоизоляции и прочности.
Если выполнить еще и армирование стен при строительстве из автоклавного легкого газобетона, то увеличится прочность конструкции. Архитекторы уже в проекте указывают необходимость данных работ.
Состав и характеристики автоклавного газобетона
 При производстве используются следующие компоненты:
При производстве используются следующие компоненты:
- портландцемент, без активных минеральных добавок от 35 до 49%;
- известь негашеная кальциевая с содержанием CaO не менее 70%;
- кварцевый песок с содержанием кварца SiO2 не менее 85%, а глинистых примесей не более 3%;
- гипсовый камень;
- алюминиевая пудра с содержанием активного алюминия не менее 80%;
- вода пресная для доведения массы к 100% объема;
- хлорид кальция от 0,18 до 0,25%
Достоинства автоклавного газобетона
- Соответствует нормам по пожарной безопасности за счет своей пористой конструкции.
- Легкий. Упрощается монтаж и снижается нагрузка на основание зданий.
- Не горит.
- Быстрая сборка, потому что выпускается в различных вариантах блоков и просто подгоняется под нужные размеры.
- Отличная звукоизоляция.
- Высокие теплоизоляционные свойства.
- Экологичность производства.
- Долгий срок службы газобетона проверен временем.
Однако имеются недостатки у данного вида стройматериала:
- Хрупкая структура из-за пористости.
- Крепления на стену из пенобетона требуется делать глубже и более тонкими крепежами.
- Низкая влагостойкость. Не рекомендуется использовать в душевых.
Автоклавный ГБ способен поглощать и выделять влагу. Это может быть не только недостатком. Это качество помогает избежать конденсата и плесени на стенах.
Оборудование для производства автоклавного газобетона
 Этот процесс полностью автоматизирован и отлажен поставщиками оборудования.
Этот процесс полностью автоматизирован и отлажен поставщиками оборудования.
Что он включает:
- Складирование и подготовка сырья. Цемент и известь пневмотранспортом с помощью компрессорной установки загружаются в расходные силосы. Жидкости заливаются в специальные емкости и доводятся до нужной температуры. Песок обрабатывается в мельнице и подается в шламовый бассейн. Алюминиевая пудра подготавливается в суспензиаторе.
- Смешивание компонентов производится в смесительной башне с пультом управления.
- Заполнение и формовка блоков делается на посту заливки.
- Резка блоков автоклавного газобетона на струнном резательном станке.
- Автоклавные печи для доведения блоков нагреваются до требуемых характеристик.
- Транспортировка готовых блоков осуществляется на поддонах погрузчиками.
- Готовые изделия отправляются на склад.
Технология производства
- Подготовка компонентов. Некоторые составляющие приходят на производство уже в готовом виде, другие проходят подготовку. Кварцевый песок, соединенный с водой перемалывается для образования шлама, а затем в шламбассейнах постоянно перемешивается и доводится до нужного показателя. Пудра из алюминия так же проходит предпроизводственную подготовку.
- Дозировка и перемешивание. Дозирование и подготовка смеси выполняется автоматически. Все компоненты, подготовленные заранее, точно взвешиваются и заполняются в большой миксер.Подготовленную смесь заливают в металлические формы — ванны на ½ от объема. В результате происходит химическая реакция компонентов с образованием водорода и блок заполняет всю форму и приобретет пористость. Пузырьки водорода могут быть до 3 мм. Но главное, что они практически равномерны. Это дает однородность структуры. Время смешивания всех компонентов составляет 5 минут на высокой скорости.
Алюминиевая пудра является взрывоопасным элементом, поэтому требуется строгое соблюдение противопожарных мероприятий в помещении, где производится АГБ.
 Нарезка на блоки. Смеси дают немного затвердеть в форме, по технологии 2,5 часа, а когда извлекают, то она все еще достаточно мягкая. Резка на блоки нужного размера происходит на автоматизированной линии специальной струной.
Нарезка на блоки. Смеси дают немного затвердеть в форме, по технологии 2,5 часа, а когда извлекают, то она все еще достаточно мягкая. Резка на блоки нужного размера происходит на автоматизированной линии специальной струной.- Автоклавная обработка. Затем подготовленные блоки-панели из АГБ оставляют в автоклаве на 12 часов. Там он при температуре 190 0 С и давлением пара 8 — 12 бар становится особо прочным, благодаря химической реакции кварцевого песка и гидроксида кальция.
- Сортировка и упаковка. После обработки в автоклаве газобетон сразу готов к использованию по назначению. Его выгружают из печей на поддоны и заворачивают в пленку для изоляции от влаги. В таком виде он хранится на складе. Затем его закупают строительные компании или специализированные магазины.
Отличия газобетона автоклавного и неавтоклавного
Различия этих двух строительных материалов очень большое, начиная от производства и заканчивая выдержкой перед поставкой потребителю. Состав их рецептур может быть одинаков, но технология, при которой автоклавный газобетон принимает качества искусственного камня, существенно различается.
Характеристики для сравнения представлены ниже.
Автоклавный
Не автоклавный газобетон
За счет нагрева в автоклаве приобретает структуру искусственного камня.
Застывает естественным путем на воздухе или с применением пара при нормальном атмосферном давлении.
Разница между автоклавным и неавтоклавным газобетоном
В настоящее время стремительно растет спрос на строительные блоки, производимые из ячеистых бетонов и часто можно услышать вопрос: «в чем разница между автоклавным и неавтоклавным газобетоном?». В рамках этой статьи будут рассмотрены основные отличия и показатели этих изделий.
Характеристики материала
Для начала необходимо внести ясность в терминологию. Под ячеистыми бетонами понимают все легкие бетоны в процессе изготовления которых в структуре образуются ячейки (поры). В свою очередь, он делится на пенобетон и газобетон, в зависимости от технологии создания пор. Следующая ступень деления возникает в зависимости от процесса твердения – автоклавный или неавтоклавный.
Автоклавирование
При пропаривании смеси необходимой для производства газобетона при давлении выше 12 атмосферных и температуре свыше 190 градусов Цельсия в аппаратах, называемых автоклавами, получают новый материал с характеристиками, которые невозможно получить в нормальных условиях – этот процесс и называется автоклавирование. В результате этого структура бетона меняется на молекулярном уровне и получается новый материал с совершенно уникальными показателями, называемый тоберморит.
Неавтоклавный бетон – это застывший естественным образом или с применением пара, но при нормальном атмосферном давлении раствор с порами, в то время как автоклавный газобетон является искусственно созданным камнем. Они принципиально отличаются по многим показателям. Имеют разный состав и различные физико-технические параметры, которые у газобетона автоклавного твердения на порядок выше.
Основные характеристики материалов:
 Качество автоклавного газобетона всегда, вне всяких сомнений, поскольку его производство — это чрезвычайно сложный и невыполнимый в кустарных условиях технологический процесс. Во время производства нужно одновременно контролировать множество процессов и параметров, для этого на современных заводах степень автоматизации доходит до 95 процентов и практически исключает возможность несоблюдения технологии по вине человека. Изготовление, как правило, происходит на крупных заводах и материал привозят на стройплощадку уже в виде готовых строительных блоков. Технология описана в современном ГОСТе от 2007 года и обязательно должна подтверждаться протоколами испытаний и сертификатами на продукцию. Для изготовления пеноблоков и газобетона, таких мощностей не требуется и на первый взгляд это кажется плюсом. Ведь продукция получается более дешевой. Но сможете ли вы исключить риск некачественного производства или вовсе кустарного изготовления? При покупке автоклавного газобетона, такой вопрос не встанет, ведь вы всегда можете быть уверены в его качестве на 100%.
Качество автоклавного газобетона всегда, вне всяких сомнений, поскольку его производство — это чрезвычайно сложный и невыполнимый в кустарных условиях технологический процесс. Во время производства нужно одновременно контролировать множество процессов и параметров, для этого на современных заводах степень автоматизации доходит до 95 процентов и практически исключает возможность несоблюдения технологии по вине человека. Изготовление, как правило, происходит на крупных заводах и материал привозят на стройплощадку уже в виде готовых строительных блоков. Технология описана в современном ГОСТе от 2007 года и обязательно должна подтверждаться протоколами испытаний и сертификатами на продукцию. Для изготовления пеноблоков и газобетона, таких мощностей не требуется и на первый взгляд это кажется плюсом. Ведь продукция получается более дешевой. Но сможете ли вы исключить риск некачественного производства или вовсе кустарного изготовления? При покупке автоклавного газобетона, такой вопрос не встанет, ведь вы всегда можете быть уверены в его качестве на 100%.
Однородность
Неавтоклавный газобетон производят при добавлении в бетонную массу газообразователя и перемешивая ее. В результате бывают случаи, при которых пузырьки, обладая меньшим весом, всплывают вверх, а наполнители, наоборот, оседают внизу. В итоге готовая продукция в виде строительных блоков получается неоднородная и даже может обладать различными параметрами. В случае производства автоклавного газобетона все совершенно иначе. Процесс газообразования и твердения происходит одновременно и протекает равномерно по всему объему производимого материала. Как итог поры в готовом материале распределены равномерно и после завершения этапа резки готового материала на строительные блоки, они получаются идеального качества и однородной структуры.
Поскольку газобетон получается очень прочным на нем возможно закрепить тяжелые материалы и оборудование. Например, вентилируемые фасады, выполненные не только из легких материалов, но и тяжелые из керамогранита. Для того чтобы крепление было надежным используют анкерные болты с полиамидными распираемыми элементами. В итоге при использовании, например, анкера 10х100 выдерживается нагрузка на вырыв по оси до 700 кг, что очень близко к значениям полнотелого кирпича.
При наборе прочности происходит значительная усадка неавтоклавного газобетона в результате которой появляются трещины в готовой кладке, отваливается штукатурка или происходит отслоение отделочного слоя. Все это длится на протяжении 3-5 лет пока материал не достигнет своей прочности. Зачастую стены при использовании таких материалов невозможно только зашпаклевать и покрасить, как правило, требуются более сложные работы. Внутри приходится производить отделку гипсокартонном, а снаружи использовать кирпич или навесные фасады. Такие проблемы не возникают при использовании автоклавного газобетона, поскольку он набирает свою прочность еще в процессе производства. Для сравнения показатель усадки автоклавного газобетона составляет 0,5 мм/м, а вот неавтоклавного от 1 до 3 мм/м.
Точность производства
В процессе производства для неавтоклавных материалов опираются на показатели допустимых значений из старого ГОСТа в результате готовые строительные блоки имеют большое отличие в геометрических характеристиках. Для блоков из газобетона автоклавного твердения таких проблем не существует, поскольку все производство ведется по современному ГОСТу и расхождения в параметрах готовой продукции минимальны. В связи с большой погрешностью в геометрических размерах появляется ряд проблем при использовании неавтоклавного газобетона:
- Увеличивается необходимое количество раствора и как следствие стоимость строительства.
- Образуются мостики холода из-за толстых швов.
- Выравнивание поверхности стен становится достаточно трудоемким процессом.
Теплоизоляция
Уровень теплоизоляции у обоих материалов очень хороший. Но можно рассмотреть этот вопрос со стороны эффективности использования разных материалов и затрат для достижения одинакового эффекта. На уровень теплоизоляции помимо прочих влияет такой показатель, как плотность материала. Чем выше уровень плотности, тем более низкие показатели теплоизоляции будут у строительных блоков. Например, для использования материала в качестве конструктивного, а уж тем более для несущих стен, требуется высокая прочность. Для достижения нужных показателей с использованием неавтоклавного газобетона необходима плотность как минимум 700 кг/м3. Это означает, что для качественной теплоизоляции толщина стены должна быть около 65 см. При тех же условиях, для достижения нужного уровня прочности можно использовать автоклавный газобетон с уровнем плотности 500 кг/м3 и толщина стены будет уже около 40 см.
На первый взгляд при строительстве домов кажется очевидным преимуществе в цене не в пользу автоклавного газобетона. Но в итоге с учетом всех недостатков неавтоклавных материалов и суммы необходимой на их устранения и этот плюс сходит на нет. Автоклавный газобетон превосходит неавтоклавный практически по всем параметрам.
Газобетон автоклавный
Мировые тенденции в производстве газобетона свидетельствуют о стабильном повышении спроса на данный вид строительного материала. Наибольший рост производства наблюдается в Германии, Швеции, Дании, Польше, а также России. Ежегодно в мире выпускается около 50 млн. м³ газобетона. В Германии, например, годовой объем производства газобетонных изделий составляет более 300 м³ на одну тысячу жителей. В России этот показатель значительно ниже, но отечественный рынок газобетона пока находится на начальной стадии своего формирования.
На сегодняшний момент одним из самых популярных материалов является газобетон автоклавный. Автоклав – это специальная печь, в которой длительное время поддерживается высокая температура (порядка 190 °С) и рабочее давление (от 12 до 14 атмосфер). Обработка в автоклавах позволяет сделать воздушные поры в структуре газобетона мелкими, а их распределение по объему – равномерным. Кроме этого, твердение и остывание вмести с автоклавом под давлением существенно снижает температурную и влажностную усадку газобетона (0.3 мм в сравнении с 3-5 и более мм у неавтоклавных газобетонов).
Благодаря гомогенности макроструктуры и почти полному отсутствию вызываемых усадочными процессами поверхностных и внутренних дефектов автоклавный газобетон имеет более высокие показатели прочности на сжатие при сохранении теплозащитных свойств, значительную морозостойкость и долговечность. Сорбционная влажность автоклавных газобетонов не более 4-6% и стабильна при эксплуатации, благодаря чему процессы карбонизационной усадки практически сведены к нулю.
В наше время производится большое количество автоклавных газобетонов. Однако далеко не все из них могут похвастаться качеством и техническими характеристиками. Одними из самых качественных блоков на сегодняшний день являются газобетонные блоки марок Hebel и Ytong.
 |
|
|
|
|
|
|
|
|
Газобетон автоклавный Hebel объединяет в себе преимущества различных материалов. В то же время, он лишен недостатков, с которыми ранее можно было столкнуться при строительстве и эксплуатации строительных конструкций. Газоблоки Hebel легкие и теплые, как дерево, но в тоже время прочные и негорючие как камень. Температурное сопротивление ограждающих конструкций из таких блоков, в 3 раза выше, чем из керамического кирпича и в 8 раз выше, чем из тяжёлого бетона. Кроме того, они экологически безопасные, так как производятся из исключительно природных компонентов.
Газобетон автоклавный Hebel используется не только для возведения внешних стен, но и для строительства перегородок, изготовления перекрытий, что приводит к снижению тепловых потерь всего здания. Блоки Hebel могут использоваться без дополнительного утепления – в процессе эксплуатации здания или жилого дома из газобетона Hebel расходы на отопление снижаются на 25-30%.
Блоки Ytong относятся к газосиликатам, основным вяжущим в которых является известь. Считать, что автоклавный газосиликат идентичен автоклавному газобетону по эксплуатационным свойствам не корректно. При равной средней плотности и конструктивной прочности газосиликатные блоки имеют более низкую теплопроводность, чем газобетонные блоки и являются экономически выгодным материалом при строительстве малоэтажных зданий (см. статью «Газобетонные блоки, цена и качество»).
Блоки Ytong почти не дают усадки, благодаря струнной резке имеют исключительно точную геометрию размеров. Это позволяет без особых усилий возводить ровные несущие стены при кладке на клеевой состав толщиной в 2 мм и оставлять их без дополнительной наружной отделки.
Наша компания ООО «ХЕБЕЛЬ-БЛОК» является официальным дилером данных предприятий. Мы предлагаем блоки от производителя по самым приемлемым ценам. Со стоимостью блоков Вы можете ознакомиться на сайте. Для более детальной информации обращайтесь к нашим специалистам по телефону, указанному на сайте.
Газобетон автоклавного твердения
Газоблоки, получаемые путем обработки в автоклавных печах, завоевали популярность и заняли достойное место в промышленном и жилищном строительстве. Материал имеет массу преимуществ перед традиционными, в том числе и природными, строительными материалами. Автоматизация технологии производства газоблоков позволяет получать изделия с заданными управляемыми характеристиками. В первую очередь речь идет о высокой прочности продукции и ее низкой теплопроводности, что особенно актуально на фоне постоянного удорожания энергоресурсов.
Газобетон получает свои удивительные свойства благодаря: известняку, портландцементу, силикату кальция, алюминиевым пастам (суспензиям), хлоридам кальция, воде и пр., которые входят в его состав в строго определенном процентном отношении друг с другом (для формирования продукции с заданными характеристиками по плотности и пр.). Расчет компонентов идет в килограммах для получения 1 м3 готовой смеси. Вяжущим веществом могут быть известь, цемент, шлак, гипс как сами по себе, так и в различных смесях. Самая распространенная основа — цемент с частями извести. Дополнительные присадки позволяют производить блоки разного цвета и придают продукции специфические свойства.
Достоинства материала
 Автоклавный газобетон обладает рядом технологических, эксплуатационных и производственных преимуществ. Блоки имеют небольшой вес, что удобно при возведении стен. Одна единица изделия может заменить до 20 кирпичей кладки, что ускоряет строительство. Заводская продукция имеет высокую точность изготовления, что сокращает расход растворов, обеспечивает формирование ровных поверхностей.
Автоклавный газобетон обладает рядом технологических, эксплуатационных и производственных преимуществ. Блоки имеют небольшой вес, что удобно при возведении стен. Одна единица изделия может заменить до 20 кирпичей кладки, что ускоряет строительство. Заводская продукция имеет высокую точность изготовления, что сокращает расход растворов, обеспечивает формирование ровных поверхностей.
Низкая теплопроводность газобетона обеспечивает сохранение тепла в зданиях без дополнительной теплоизоляции. Обеспечивает шумоизоляцию и имеет нужную степень газопроницаемости (аналогично древесине). Материал при нагреве не выделяет опасные для здоровья газы, имеет высокую пожаростойкость. Также он является нейтральной средой для микроорганизмов. Блоки легко сверлятся и распиливаются даже ручной ножовкой.
Обработка материала осуществляется любым инструментом. Продукция с конструкционно-теплоизоляционной плотностью вещества (от 500 кг/м3) предназначена для возведения стен зданий от 3-х этажей и выше. Долговечность изделий составляет десятки лет. Стоимость строительства ниже, чем из других материалов.
Недостатки
Высокотехнологичный материал (блоки) обладает способностью впитывать влагу из окружающей среды и прямых осадков, поэтому ему необходима дополнительная гидроизоляция. После монтажа конструкция стен из газоблоков имеет уже более низкую теплоизоляцию из-за мостиков холода, которые создаются скрепляющими растворами, армопоясами, металлическими закладными, кладочными швами, перемычками и пр. Блоки внезаводского производства не имеют стандартных характеристик для этого материала.
Области применения
Автоклавный газобетон широко используется в строительстве производственных зданий, жилой и коммерческой недвижимости. Из автоклавных газоблоков возводятся наружные стены, которые могут быть однослойные, комбинированные и двухслойные. Такие внутренние стены предназначены брать на себя нагрузку верхних этажей.
 Важно положить первый ряд идеально ровно.
Важно положить первый ряд идеально ровно.
Автоклавные блоки могут сформировать перегородки и стены противопожарных помещений, а также быть наполнителем каркасов из стали или бетона. Отдельная сфера использования — формирование плит перекрытий (плотность автоклавного газобетона 800-1000 кг/м3) в сооружениях. Материал с меньшей плотностью (плиты) применяется для теплоизоляции подвалов, чердаков и т. д.
Автоклавному газобетону найдено применение при производстве стеновых панелей жилых, общественных и производственных построек. Это относится к армированным панелям полосовой разрезки. Для типовых проектов крупнопанельных зданий такие панели состоят из нескольких типовых секций.
Производство
Качественный автоклавный газобетон изготавливается в условиях промышленных предприятий. Все процессы на участках производства автоматизированы, что позволяет формировать газобетонные изделия разной рецептуры с требуемыми характеристиками. Производство легко переналаживается на изготовление продукции по заявкам заказчиков.
Подготовка компонентов
Для производства автоклавного газобетона используется не сам кварцевый песок, а продукт его переработки, получаемый путем мокрого измельчения в шаровых мельницах. Далее шлам песка дополнительно обрабатывается до нужной консистенции в шламовых бассейнах. Уплотненный материал насосами подается в установки, формирующие нужные весовые пропорции компонентов.
Дозировка и перемешивание
Для этого задействуются специальные автоматизированные модули, имеющие производительность до 40 метров кубических продукции в смену. Достаточно широкий диапазон пропорций смешиваемых исходных материалов позволяет формировать автоклавный газобетон с заданными характеристиками. Дозированные составляющие будущей продукции по заданной программе перемешиваются с водой, алюминиевой суспензией и известью (портландцементом и пр.) в смесителе.
 Формы со смесью транспортируются в камеру для созревания и предварительного отвердения.
Формы со смесью транспортируются в камеру для созревания и предварительного отвердения.
Добавка гипса замедляет процесс загустения массы. После достижения смесью плотности льющейся сметаны ее разливают в формы до половины уровня. Регулирование количества и соотношения алюминия и извести определяют объем выделенного газообразного водорода и, как следствие, различную плотность газобетонов. Ударные нагрузки на формы ускоряют химические процессы замещения в газобетоне водорода в пустотах воздухом, увеличения объема материала и заполнения им форм. Происходит первичное вызревание и твердение материала.
Нарезка на блоки
Примерно через 1-2 ч. после разливки масса начинает держать форму и приобретает прочность, достаточную для резки. Структуру материала уже до 85% объема составляют закупоренные воздушные пустоты. Порезка производится проволочными пилами автоматизированного оборудования. На поворотных столах массив, освобожденный от опалубки, устанавливают вертикально и разрезают в вертикальной и горизонтальной плоскостях. Операция формирует торцы изделий и, при необходимости, торцевые зацепы, карманы для ручной переноски, пазы, гребни. Верхний и нижний слои массива отправляют на вторичную переработку для производства газоблоков.
Автоклавная обработка
Газобетон автоклавного твердения формируется при повышенной температуре и давлении, неавтоклавный — твердеет при нормальном атмосферном давлении или в условиях нагревания. Разрезанный массив загружается в специальную печь — автоклав — на 12 часов. Температура 180 градусов и давление 14 бар ускоренным образом завершают образование структуры искусственного камня и окончательное отвердевание изделий. Для автоклавной технологии характерно формирование анизотропных свойств готовых изделий.
Сортировка и упаковка
На автоматизированном участке блоки отделяют друг от друга по ранее выполненным швам и селектируют по качеству. Специальное устройство перемещает готовые изделия партиями на поддоны. Процесс упаковки заключается в гидроизоляции паллет термоусадочной пленкой и крепежной лентой.
Армировать или нет?
Автоклавный газобетон марок D500 и выше является конструкционно-теплоизоляционным материалом самостоятельного применения. Решение об армировании сооружений формируется на этапе проектирования. Для высотных построек оно обязательно. Усиливают конструкцию арматурными прутьями, укладываемыми в созданные в материале штробы. Непременно дополнительно армируют перемычки широких дверных и оконных проемов.
Продукция предприятий, производящих автоклавные газоблоки, отличается превосходными эксплуатационными, санитарными и технологическими характеристиками. Качество изделий проложило дорогу в специальное и жилищное строительство. Продукция является самостоятельным строительным конструкционно-теплоизоляционным материалом, отвечающим самым высоким требованиям.
- 60 % кварцевого песка;
- по 20 % портландцемента и негашеной извести;
- до 1 % алюминиевой пасты или порошка.
Чтобы хрупкая пористая структура могла воспринимать необходимые нагрузки, газобетон отправляют твердеть в специальные печи – автоклавы. Там его температуру увеличивают до +190 °С при избыточном давлении. В результате в смеси не только происходит активное газообразование, но и формируется совершенно новый минерал. Он достаточно прочный, чтобы ячеистый бетон автоклавного твердения уже через 12 часов смог выдерживать нагрузку до 5 МПа.
Газоблоки выпускают с разным удельным весом (350-700 кг/м 3 ), который определяется степенью их пористости. Чем больше содержание воздушных капсул в теле бетона, тем меньше будет его плотность и выше теплоизоляционные параметры. Хотя прочность упадет. О преимуществах и недостатках газобетона читайте тут.
Из-за этой зависимости автоклавный газобетон принято делить на три категории по применению:
1. Конструкционный газобетон автоклавного твердения (плотность – 700 кг/м 3 ) обладает максимальной плотностью и прочностью, годится для возведения несущих конструкций, но требует дополнительного утепления.
2. Конструкционно-теплоизоляционный имеет средние показатели плотности (500-600 кг/м 3 ) и оптимальное сочетание прочностных и теплоизоляционных характеристик. Таким образом, он сохраняет все плюсы пористого материала и частично избавляется от минусов.
3. Теплоизоляционный (до 400 кг/м 3 ) недостаточно крепок, чтобы возводить из него наружные стены, поэтому может использоваться исключительно как утеплитель.
Технические характеристики газобетона, прошедшего быстрое твердение в автоклаве, во многом зависят от полученной плотности. Именно поэтому газоблоки маркируются в соответствии с удельным весом.
| Марка плотности, кг/м 3 | D350 | D400 | D500 | D600 |
| Класс прочности, МПа | В0,75 – В1,5 | В1,5 – В2,0 | В2,5 – В3,0 | В3,5 – В5,0 |
| Теплопроводность, Вт/м×°С | 0,09 | 0,11 | 0,12 | 0,14 |
| Морозостойкость, циклов | F15 | F25 | F35 | F35 |
Мнения людей о газоблоках
«У меня опыт небольшой, потому я на даче и не стал заводиться с кирпичом – строил дом из газобетона. Поначалу проштудировал форумы, почитал отзывы на сайтах производителей и пришел к выводу, что справлюсь. Для перестраховки сажал блоки на раствор, о чем теперь жалею. Побоялся, что не сделаю кладку на клею ровно. Первая зима показала, что придется немного утеплиться (толщину стен не подрассчитал). Хотя взял бы клей, хватило б и такой».
«У нас из газосиликата полпоселка построено. Сосед снял со стен сайдинг и обклеил все плитами ППС под штукатурку. Теперь не знает куда кидаться – обои на одной стене отпадают, запах затхлый появился. Не учел, что газоблоки активно дышат. А дальше по улице люди просто штукатурили под сетку и не жалуются. Я на следующий год, пожалуй, тоже так сделаю, потому что пластик уже выцвел и надо бы поменять».
«Нам дача досталась со всеми постройками: дом из газобетона, банька, гараж. Недавно переселились окончательно и ощутили всю «прелесть» этого материала. В доме не просто тепло – в нем душно. Котел выставили на минимум, но дышать практически нечем. Приходится открывать окна на проветривание. Может, родственники что-то напутали при строительстве, но находиться в доме тяжело».
Анна Климовская, Волгоград.
«Я не спорю, что автоклавный газобетон такой весь из себя легкий и теплый. Но вот что бесит во всякой рекламе – так это его якобы экономичность. Раствор для кладки использовать нельзя, нужно купить специальный клей (недешевый). Утеплитель не нужен, но стена должна быть минимум 45-50 см. Плюс ко всему без отделки такой бетон не жилец. Так что если строить нормальный дом по всем правилам, по деньгам ничего выгадать не удастся. Это как раз тот случай, когда цена всегда соответствует качеству».
Достоинства и недостатки
Читая отзывы, можно увидеть, что строители и владельцы домов видят в газобетоне свои плюсы и минусы. Первым однозначно нравится небольшой вес и скорость укладки крупных газоблоков, но не устраивают попутные расходы. Часто отмечают такие достоинства газосиликата:
- точность геометрии;
- удобство в монтаже;
- легкость обработки и нарезки блоков.
Не столько минус материала, сколько предостережение от опытных строителей – если дом построен из газобетона, а фундамент под ним недостаточно жесткий, в стенах могут образоваться трещины. Блоки плохо держат изгибающие нагрузки и при малейших подвижках фундамента из-за пучения грунта разламываются.
А вот отзывы владельцев газобетонных домов не так единодушны. Это связано с тем, что газоблоки по-разному проявляют себя в зависимости от климатических условий в конкретном регионе и выбранной отделке.
Каждый производитель блоков устанавливает свои цены на продукцию. В них учитываются габариты и сложность формы газобетона (наличие пазо-гребневого зацепления, ручки, U-образное сечение).
Стоимость блоков из газобетона разных марок, руб/м 3 :
| Производители | D400 | D500 | D600 |
| Бетолекс | 3 590 | 3 950 | 4 480 |
| Бетокам | 3 150 | 3 250 | 4 200 |
| Ytong | 4 930 | 4 800 | 4 800 |
| Костромской СЗ | 3 020 | 3 095 | 3 150 |
Автоклавный и неавтоклавный газобетон сильно отличаются друг от друга по цене (примерно на 1000 руб/м 3 ). Однако для возведения действительно теплых и достаточно прочных стен подходят только блоки автоклавного твердения. И пусть они стоят дороже, это в полной мере компенсирует отказ от устройства дополнительной теплоизоляции по всему дому.
Автоклавный газобетон: преимущества, состав,
Выбирая подходящие стройматериалы, домовладельцы, отдают предпочтение тем из них, каковые несложны в обращении, экономичны и владеют высокой несущей свойством. К таковым относится автоклавный газобетон. О его технологии и преимуществах производства отправится обращение в нашей статье.

Преимущества автоклавного газобетона
Автоклавные газобетонные блоки наделены множеством хороших свойств.
Но среди них возможно выделить последовательность главных линия, каковые являются главными преимуществами данного материала:
- противопожарная безопасность – газобетон не горит и не выделяет при нагревании вредных веществ. Более того, он способен до семи часов выдерживать действие открытого пламени;
- большие габариты – объемы этого изделия таковы, что 1 блок есть заменой 20 кирпичам, что ведет к сокращению сроков строительства;
- простота работы – у блоков маленький вес, исходя из этого с ними сможет работать кроме того один человек;
- совершенная геометрия – газобетонные блоки автоклавного твердения имеют стороны с отклонениями не более 1-2 миллиметров. Это разрешает создавать из таких элементов идеально ровные стены, не требующие внутреннего оштукатуривания. Их в большинстве случаев сходу направляться;
- аккумуляция тепла – газобетон способен накапливать тепло, другими словами сначала накапливать, а после этого отдавать его. Это крайне полезно для благоприятного микроклимата в доме;
- устойчивость к микробам – блоки не гниют и не покрываются плесенью, потому, что материал, из которого они сделаны, не воображает интереса для микроорганизмов.
Кроме этого к преимуществам нужно отнести тот факт, что этот материал возможно легко распилить ножовкой. При с простыми цементными изделиями для этого пригодилась бы резка железобетона алмазными кругами.

Но, в ходе монтажа коммуникаций вам все равно нужно будет использовать таковой способ, как алмазное бурение отверстий в бетоне. Оно нужно, к примеру, при установке розеток в цементной стенке.
К недочётам автоклавного газобетона относится только его большая цена. Кроме этого направляться подчернуть, что отыскать хорошего поставщика аналогичной продукции не так легко.
Совет! Дабы купить качественные изделия, созданные в соответствии с строительными нормативами, необходимо обращаться к большим и прекрасно зарекомендовавшим себя производителям либо их официальным дилерам. Небольшие, кустарные производства, довольно часто нарушают разработку создания материала, что ведет к его низкому качеству.
Состав автоклавного газобетона
Названный материал имеет несколько компонентов, каковые находятся в определенном процентном соотношении между собой. Эти пропорции вы имеете возможность заметить в приведенной ниже таблице.
| Компоненты | Процент от общей массы состава |
| Портландцемент | 35-49% |
| Известняк | 12-26% |
| Силикат кальция | 2,6% |
| Хлориды кальция | 0, 18 -0, 25% |
| Алюминиевая пудра | 0, 06- 0, 1% |
| Вода | Оставшиеся % |
Для получения состава с определенным объемным весом употребляется конкретная инструкция по смешиванию. В ней прописано, сколько килограмм каждого вещества нужно для получения 1м? смеси.
Разработка производства автоклавных газоблоков
Давайте рассмотрим поэтапно целый производственный цикл, который нужен для строительных блоков. Помимо этого, определимся с тем, какое требуется оборудование для производства автоклавного газобетона.
Совет! Для данной цели эксперты советуют применять производственные линии компании «Wehrhahn», потому, что они являются одними из лучших автомобилей в данной сфере.
Помол песка
В аппарате называющиеся шаровая мельница происходит мокрый помол песка. Оказавшийся в итоге продукт – песчаный шлам, направляется в шламовые бассейны с установленными в них мешалками.

Там он обрабатывается до нужной плотности, по окончании чего посредством насоса он подается на следующий участок, где происходит дозирование и смешивание материала. В том же направлении отправляется и дисперсия из алюминиевой пасты и воды – это предусматривает существующая разработка производства автоклавного газобетона.
дозирование и Смешивание

Песочный шлам, цемент, вода, известь, и алюминиевая суспензия перемешиваются в смесителе, по окончании чего полученный состав разливается по формам. В них происходит химическая реакция, приводящая к выделению водорода, в результате которого автоклавный газобетон получает пористую структуру.
Затем целый массив помещается в камеру созревания, где он набирает твердость. После достижения требуемой прочности опалубка форм убирается.
Нарезка блоков

Для данного этапа работы потребуется такое оборудование для производства газобетонных блоков автоклавного твердения как нарезочная машина.
Порядок действий наряду с этим следующий:
- массив материала отправляется на поворотный стол, где он помещается в вертикальном положении. После этого, маленькими струнами, производится его резка;
- используется боковой триммер, благодаря которому формируется протяженность блока из ячеистого бетона, создается паз и гребень;
- таким же образом, при помощи струн производится горизонтальная резка массива
- происходит обрезка блоков по высоте;
- материал поступает на второй поворотный стол, где удаляется нижний слой.

Увидим, что удаленные остатки не выбрасываются в отходы, а отправляются на переработку. Из них получается обратный шлам, который употребляется снова, что снижает затраты на производство.
Автоклавирование

По окончании нарезки блоков осуществляется автоклавная обработка газобетона. Для этого целый имеющийся материал устанавливается на тележки, каковые закатываются в особую печь – автоклав. В ней происходит пропаривание изделий. В следствии их структура делается особой, отличающейся от той, которую имеет неавтоклавированный бетон.
упаковка и Сортировка
По окончании автоклавной обработки блоки отправляются на следующий производственный участок, где осуществляется их упаковка и сортировка. Для этого сначала употребляется разделительная машина. С ее помощью целый массив делится по горизонтальным швам.

Потом, включается в работу аппарат перестановки. Он помещает изделия на древесные поддоны и направляет их на участок упаковки. Там работники цеха своими руками оборачивают их термоусадочной пленкой и отправляют на склад.
Автоклавные газоблоки способны накапливать тепло, помимо этого, они пожаробезопасны, не подвержены гниению и имеют идеально ровные формы. Главными компонентами таких изделий есть известняк и портландцемент.
Производство автоклавного газобетона включает в себя подготовку песка, создание смеси, нарезку блоков, их обработку в автоклаве, упаковку и сортировку. Определить больше информации про автоклавный газобетон вы сможете из видео в данной статье.
